全國服務熱線
136 4289 5079

瀏覽數量: 24 作者: 銳邦科技 發布時間: 2024-06-17 來源: 銳邦科技
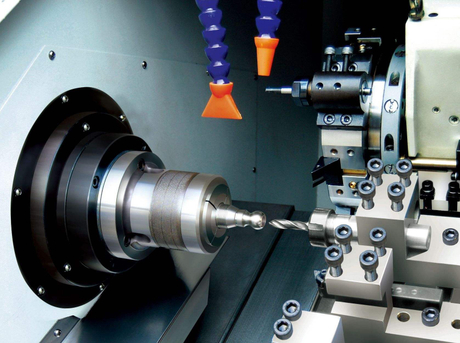
數控加工進給加工路徑指車刀從對刀點(或機床的固定原點)開始移動,直至返回該點并完成加工過程中所經過的相對路徑,包括鉆削加工的相對路徑和非鉆削加工中所安排的相對路徑,如數控刀片選擇、切削加工、切削加工等。深加工進給路徑大部分都是按照零件的輪廊順序進行的,因此,明確進給路徑的工作重點是明確空行程安排下的初加工進給路徑和空程安排。對于加工中心來說,明確加工路徑一般遵循以下幾個層次標準。能保證所加工產品工件的精密度和粗糙度。使加工路徑盡可能縮短,減少空程安排時間,提高加工效率。盡可能簡化數值計算方法的工作量,簡化加工程序流程。對于一些重復使用多次的程序流程,應當采用匯編程序。

數控加工的數控刀片要夾緊牢固,不能在彈力夾頭內過短。每次索刀加工前應檢查 CNC加工刀頭是否符合要求,索刀長度應根據作業規程中的單標制作深層次確定,一般2 mm左右的深層次加工應稍好,并充分考慮彈性夾頭是否碰撞。遇有深層次的生產制造情況,可與程序流程編寫人員進行交流和溝通,酌情使用兩次索刀,即先將其長度縮短一半至2/3,待生產制造到較深的位置后再將其延長,這樣可以提高生產制造效率。采用加索咀時,尤其要掌握下刀深層次、必須刀長等資料信息。數控加工刀頭安裝上機作業前,光滑度相互配合位置,用清潔巾擦凈干凈,加工中心刀套的相對位置也同樣清除,避免相互配合布有鐵銷傷害精度和損壞加工中心。
數控加工的基本原理偏差是由于選擇了相似的加工運動模式或相似的數控刀輪軌跡所致。通常被稱為加工基本原理偏差,是由于加工基本原理存在著偏差。如果基本原理偏差都在允許的范圍內,那么這種解決方法仍然有效。加工偏差、安裝偏差和機床使用中的損壞會對產品工件的加工精度造成直接危害。重點是車床主軸的轉動運動,機床導軌的勻速直線運動,機床傳動齒輪的偏移。加工精度偏差的數控加工關鍵包括標準偏差相對誤差和加工副生產制造偏差的精確定位。使用機床加工產品工件時,一定要選擇產品工件上的幾個幾何圖形特征作為生產過程中的精確定位的標準。如果所選的精確定位參照物與設計方案參考物不一致,就會出現參考物指向偏差。零件的精確定位表面層與工裝夾具的精確定位部件共同構成精確定位對。由于副生產加工精度不準確和副中間相互配合的間隙所引起的產品工件部位的大的變形,故稱副生產加工精度不準確偏差。選擇回歸分析法加工時,常會出現定位副定位不準確的生產制造誤差,而刀具半徑補償法加工時則不易發現誤差。
以上介紹的是 CNC加工路徑的確定方法,希望能幫到你,如果你想了解更多 CNC加工的相關信息,歡迎在線咨詢或撥打本公司服務熱線(網站右上角)咨詢,我們將竭誠為你提供優質服務!