全國服務熱線
136 4289 5079

瀏覽數(shù)量: 6 作者: 本站編輯 發(fā)布時間: 2024-11-26 來源: 本站
在現(xiàn)代制造業(yè)的廣袤領域中,精密加工扮演著舉足輕重的角色。從航空航天的高精尖部件到日常家用的各類器具,每一個零件的精準制造都關乎著產(chǎn)品的質量、性能與使用壽命。而在這一復雜的精密加工體系里,"圓角與倒角" 雖看似微小,卻猶如點睛之筆,有著不可忽視的獨特地位與深遠影響。
圓角,是指在零件的棱邊處通過特定工藝形成具有一定半徑的圓弧過渡。它就像是給零件的尖銳邊緣披上了一層柔和的 "外衣"。例如,在一個機械軸的軸肩處設置圓角,能有效減少應力集中現(xiàn)象。當軸在高速運轉或承受較大載荷時,若沒有圓角過渡,應力會在棱邊處急劇聚集,極易導致軸的斷裂損壞。而圓角則能使應力均勻分布,大大提高軸的強度與可靠性。
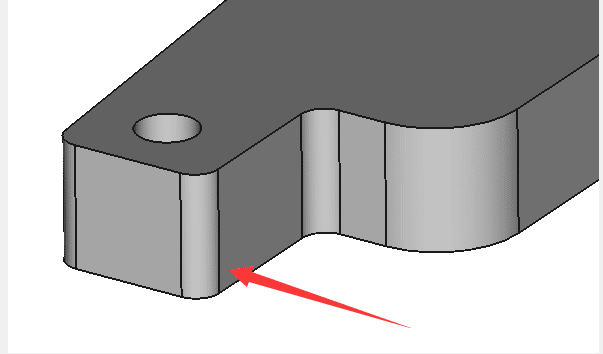
倒角則是在零件邊緣加工出的斜面。常見于各類板材、塊狀零件的邊緣。比如在一塊金屬板材的邊緣進行倒角處理后,不僅去除了鋒利的邊角,防止在搬運、裝配過程中對人員造成劃傷,還能在后續(xù)的焊接或連接工序中,使零件之間的配合更加緊密、平滑,有利于提高整體結構的穩(wěn)定性。
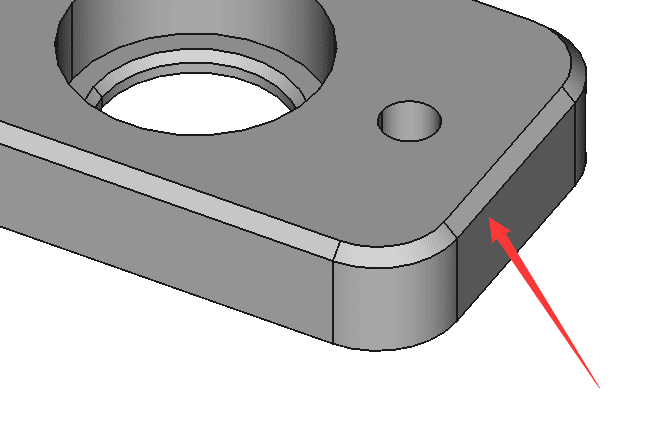
兩者在形狀上有著明顯區(qū)別,功能上雖都有優(yōu)化零件性能與安全性的作用,但側重點有所不同。圓角更側重于應力緩釋與外觀品質提升,倒角則在去銳邊和便于裝配方面表現(xiàn)突出,且它們在眾多應用場景中常常相互配合,共同為零件的優(yōu)質性能保駕護航。
在機械制造的世界里,各種零件的性能要求極為嚴苛。以齒輪為例,齒輪在傳動過程中,齒根處承受著巨大的交變應力。若齒根處采用圓角設計,依據(jù)相關力學原理與工程經(jīng)驗,可使應力集中系數(shù)顯著降低。通過實際測試數(shù)據(jù)表明,合適的圓角半徑能將齒根處的應力集中程度降低 30% - 50%,從而大幅提高齒輪的疲勞壽命,減少因疲勞斷裂導致的設備故障。再看軸類零件,軸與其他零件配合的軸頸處,圓角的存在可有效減少磨損。在一些高速旋轉軸的應用中,圓角能使?jié)櫥透玫馗街c分布,降低摩擦系數(shù),延長軸與軸承的使用壽命。而且在加工過程中,工程師會根據(jù)軸的直徑、轉速、所承受的載荷等因素,運用精確的力學計算與經(jīng)驗公式,確定最為合適的圓角半徑,一般在 0.5 - 5 毫米之間。
汽車作為現(xiàn)代交通工具的代表,其安全性與舒適性至關重要。在汽車發(fā)動機內(nèi)部,曲軸的圓角設計是提升發(fā)動機性能與可靠性的關鍵因素之一。曲軸在高速運轉時,連桿軸頸與主軸頸過渡處的圓角能夠有效減少因慣性力和爆發(fā)力產(chǎn)生的應力集中,降低發(fā)動機的振動與噪音。據(jù)汽車工程研究數(shù)據(jù)顯示,優(yōu)化曲軸圓角設計后,發(fā)動機的振動幅度可降低 20% 左右,噪音水平也能得到明顯改善。在車身結構方面,車身框架的焊接部位采用倒角處理,能使焊接面更加貼合,焊接質量大幅提升。例如,在汽車 A 柱與車頂橫梁的焊接處,倒角處理后焊接強度可提高 30% 以上,有效增強了車身的整體剛性與安全性。同時,汽車內(nèi)飾件的邊緣多采用圓角設計,不僅美觀大方,還能避免乘客在車內(nèi)活動時因碰撞到尖銳邊角而受傷,極大地提升了乘坐的舒適性。
光電產(chǎn)品對于精度和光學性能有著近乎苛刻的要求。在精密光學儀器中,如顯微鏡的物鏡鏡片邊緣,圓角處理是必不可少的。因為任何微小的棱邊瑕疵都可能導致光線的散射與折射誤差,影響成像的清晰度與準確性。通過超精密的加工工藝,將鏡片邊緣加工成半徑極小的圓角,可使光線傳播更加精準,有效提高顯微鏡的分辨率。在電子顯示屏制造中,顯示屏邊框的倒角設計能夠增強其屏蔽效果,減少外界電磁干擾對顯示信號的影響。以液晶顯示屏為例,邊框經(jīng)過特定角度的倒角處理后,電磁屏蔽效能可提升 15% - 20%,確保了顯示畫面的穩(wěn)定性與清晰度。對于光電產(chǎn)品零件常用的特殊材料,如光學玻璃的硬度高、脆性大,鋁合金的易變形等特性,在圓角與倒角加工時需要采用特殊的刀具與工藝。例如,使用金剛石刀具進行光學玻璃的圓角加工,采用高速切削與微量潤滑技術相結合的工藝對鋁合金邊框進行倒角加工,以克服材料特性帶來的加工難題。
家電產(chǎn)品與我們的日常生活息息相關,其配件的質量直接影響到產(chǎn)品的使用體驗。以冰箱為例,冰箱門的面板邊緣采用圓角設計,使冰箱外觀更加圓潤美觀,符合現(xiàn)代家居的審美需求。同時,在日常使用中,圓角能有效防止用戶因不小心碰撞到門邊緣而受傷。從內(nèi)部結構看,冰箱壓縮機的一些傳動零件,如曲軸、連桿等的倒角處理,可降低運轉時的噪音。實驗數(shù)據(jù)表明,經(jīng)過倒角處理后的壓縮機噪音可降低 5 - 8 分貝,為用戶營造更加安靜的家居環(huán)境。在洗衣機的制造中,內(nèi)桶邊緣的圓角設計既能避免衣物在洗滌過程中被刮傷,又能使水流更加順暢地循環(huán),提高洗滌效果。而大規(guī)模生產(chǎn)的家電行業(yè),為保證圓角與倒角加工的高效性與一致性,廣泛采用自動化加工設備。如采用自動化的 CNC 加工中心,通過精確的編程控制,能夠快速、精準地對大量家電配件進行圓角與倒角加工,大大提高了生產(chǎn)效率與產(chǎn)品質量的穩(wěn)定性。
醫(yī)療設備關乎患者的生命健康與安全,其配件的圓角與倒角加工有著極高的標準與特殊要求。在手術器械方面,手術刀、鑷子等器械的邊緣采用圓角設計,能最大程度地避免在手術操作過程中對患者的組織造成不必要的劃傷與損傷。從生物相容性角度考慮,醫(yī)療植入式器械如髖關節(jié)假體、心臟支架等的倒角處理,可減少器械與人體組織之間的摩擦與刺激,降低組織炎癥反應的發(fā)生概率。相關臨床研究表明,經(jīng)過精細倒角處理的髖關節(jié)假體在植入人體后,組織炎癥反應發(fā)生率可降低 25% - 30%。在加工過程中,醫(yī)療設備配件需要在無菌環(huán)境下進行加工,采用特殊的加工工藝與質量檢測手段。例如,使用高精度的 CNC 加工設備,配合紫外線消毒、無菌包裝等工藝,確保加工過程中不引入任何細菌與雜質。同時,采用先進的三坐標測量儀與顯微鏡等檢測設備,對圓角與倒角的尺寸精度、表面粗糙度等進行嚴格檢測,保證每一個醫(yī)療設備配件都符合嚴格的醫(yī)療行業(yè)標準。
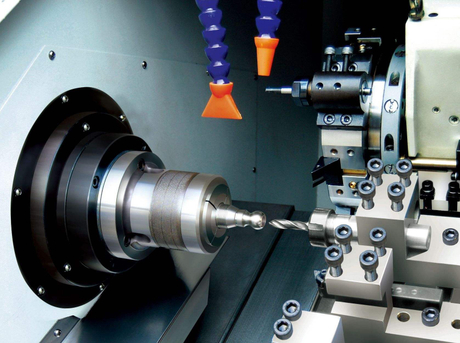
CNC(計算機數(shù)字控制)精密加工在圓角與倒角加工領域展現(xiàn)出了卓越的性能。它通過預先編寫的精確程序,能夠精準地控制刀具的運動軌跡、切削速度、進給量等參數(shù)。以加工一個復雜形狀的零件圓角為例,CNC 加工中心可以根據(jù)零件的三維模型數(shù)據(jù),自動計算出刀具在各個位置的切削路徑,確保圓角的半徑誤差控制在極小范圍內(nèi),一般可達到 ±0.01 毫米甚至更高的精度。相比傳統(tǒng)的手工加工或普通機床加工,CNC 加工的精度穩(wěn)定性極高,不受人工操作誤差和機床機械結構磨損的影響。例如,在傳統(tǒng)加工中,由于工人操作熟練程度不同,加工出的圓角半徑誤差可能達到 ±0.1 毫米以上,且難以保證批量生產(chǎn)時的一致性。而 CNC 加工能夠在長時間的批量生產(chǎn)中,始終保持穩(wěn)定的加工精度,大大提高了產(chǎn)品的質量可靠性。
在圓角與倒角加工中,刀具的選擇至關重要。對于圓角加工,球頭銑刀是常用的刀具類型。球頭銑刀的圓弧刃能夠很好地貼合圓角的形狀,實現(xiàn)平滑的切削過渡。其刀具材質通常采用硬質合金或高速鋼,硬質合金刀具具有更高的硬度和耐磨性,適用于加工硬度較高的材料,如合金鋼、淬火鋼等;高速鋼刀具則具有較好的韌性,適合加工一些相對較軟但粘性較大的材料,如鋁合金等。在選擇球頭銑刀時,要根據(jù)圓角的半徑大小確定刀具的直徑,一般刀具直徑應略大于圓角半徑,以保證加工的完整性與精度。例如,加工半徑為 3 毫米的圓角,可選擇直徑為 6 - 8 毫米的球頭銑刀。對于倒角加工,倒角刀則是專門的工具。倒角刀有不同的角度規(guī)格,常見的有 45 度、60 度等,可根據(jù)零件的設計要求選擇合適的角度。在安裝刀具時,要確保刀具的中心高度與機床主軸中心高度一致,并且牢固安裝,防止在加工過程中刀具松動或偏移,影響加工質量。同時,在加工過程中要根據(jù)刀具的磨損情況及時進行刀具的更換或刃磨,以保證切削性能的穩(wěn)定。
加工參數(shù)直接影響著圓角與倒角的加工質量。切削速度是一個關鍵參數(shù),它與刀具的材質、被加工材料的硬度等因素密切相關。例如,在加工硬度較高的合金鋼零件圓角時,若采用硬質合金球頭銑刀,切削速度一般控制在 80 - 150 米 / 分鐘較為合適。如果切削速度過高,刀具磨損加劇,容易產(chǎn)生加工表面燒傷現(xiàn)象;若切削速度過低,則會降低加工效率,增加加工成本。進給量同樣重要,進給量過大,會導致加工表面粗糙度增大,尺寸精度難以保證;進給量過小,則會使加工時間過長。一般來說,在圓角加工中,進給量可根據(jù)刀具直徑和切削速度進行計算確定,通常在 0.05 - 0.2 毫米 / 齒之間。切削深度則要根據(jù)零件的余量和加工要求來設定,對于粗加工,可適當增加切削深度以提高加工效率,但在精加工時,切削深度要控制在較小范圍內(nèi),一般為 0.1 - 0.5 毫米,以保證加工表面的質量。通過實驗測試與模擬分析相結合的方法,可以找到最佳的加工參數(shù)組合。例如,在加工某一鋁合金零件的倒角時,通過多次改變切削速度、進給量和切削深度進行實驗,測量不同參數(shù)組合下的加工表面粗糙度、尺寸精度和刀具磨損情況,最終確定了切削速度為 120 米 / 分鐘、進給量為 0.1 毫米 / 齒、切削深度為 0.3 毫米的最佳參數(shù)組合,使加工效率提高了 30%,同時保證了加工質量符合要求。
圓角與倒角加工后的質量檢測是確保產(chǎn)品質量的重要環(huán)節(jié)。常見的檢測項目包括圓角半徑尺寸公差、倒角角度精度、表面粗糙度測量等。對于圓角半徑尺寸公差的檢測,通常采用三坐標測量儀。三坐標測量儀能夠精確地測量出圓角上各個點的坐標位置,通過計算得出圓角半徑,并與設計要求的半徑尺寸進行對比,其測量精度可達到 ±0.005 毫米甚至更高。例如,在航空航天零件的圓角加工中,要求圓角半徑公差控制在 ±0.01 毫米以內(nèi),三坐標測量儀能夠準確地檢測出是否符合要求。對于倒角角度精度的檢測,可使用萬能角度尺或光學投影儀。萬能角度尺可直接測量倒角的角度,光學投影儀則通過將倒角的輪廓投影到屏幕上,與標準的角度模板進行對比測量,測量精度可達 ±0.1 度。表面粗糙度的檢測一般采用粗糙度儀,它通過測量加工表面的微觀輪廓起伏來確定表面粗糙度值。在加工過程中,要建立完善的質量控制體系。可以采用首件檢驗制度,即對每一批次加工的第一個零件進行全面的質量檢測,只有首件合格后才能進行批量生產(chǎn)。同時,在加工過程中進行定期抽檢,例如每加工 10 個零件抽檢 1 個,及時發(fā)現(xiàn)加工過程中可能出現(xiàn)的刀具磨損、機床參數(shù)漂移等問題,并進行調(diào)整與糾正,確保整批產(chǎn)品的質量穩(wěn)定。
圓角與倒角尺寸偏差是加工過程中較為常見的問題之一。其原因可能是多方面的,刀具磨損是一個重要因素。隨著加工時間的增加,刀具的切削刃會逐漸磨損,導致刀具半徑變小,從而使加工出的圓角半徑偏大或倒角尺寸不準確。例如,在連續(xù)加工 100 個合金鋼零件的圓角后,由于刀具磨損,圓角半徑可能會增大 0.05 - 0.1 毫米。加工參數(shù)設置不當也會引起尺寸偏差,如進給量過大,會使刀具在切削過程中產(chǎn)生彈性變形,導致圓角或倒角尺寸變小。此外,機床精度誤差也不容忽視,機床的絲杠磨損、導軌間隙過大等都會影響刀具的運動軌跡,進而造成尺寸偏差。針對刀具磨損問題,應建立定期的刀具檢查與更換制度,根據(jù)刀具的使用壽命和加工零件的數(shù)量,提前預估刀具的磨損情況,及時更換刀具。對于加工參數(shù)設置不當?shù)那闆r,在加工前要進行充分的工藝分析與參數(shù)計算,結合實際加工情況進行優(yōu)化調(diào)整。對于機床精度誤差,要定期對機床進行精度校準與維護,如檢查絲杠的螺距誤差、調(diào)整導軌間隙等,確保機床的運動精度符合加工要求。
表面質量不佳主要表現(xiàn)為加工表面出現(xiàn)劃痕、粗糙度超標等現(xiàn)象。刀具切削刃狀態(tài)不良是導致表面劃痕的常見原因之一。如果刀具切削刃存在缺口、崩刃或磨損不均勻等情況,在切削過程中就會在零件表面留下劃痕。例如,在加工鋁合金零件倒角時,若使用的倒角刀切削刃有微小缺口,加工后的表面就會出現(xiàn)明顯的劃痕。切削液使用不當也會影響表面質量,切削液的潤滑性能不足,會使刀具與零件之間的摩擦增大,導致表面粗糙度增大;切削液的冷卻性能不佳,會使加工過程中產(chǎn)生的熱量不能及時散發(fā),造成零件表面燒傷,影響表面質量。加工振動也是一個重要因素,機床的剛性不足、刀具的懸伸過長、切削參數(shù)不合理等都可能引起加工振動。振動會使刀具在切削過程中產(chǎn)生顫振,在零件表面形成周期性的波紋,增加表面粗糙度。針對刀具切削刃問題,要在刀具安裝前仔細檢查切削刃狀態(tài),如有問題及時更換或刃磨刀具。對于切削液問題,要根據(jù)被加工材料的特性選擇合適的切削液,并合理調(diào)整切削液的流量、壓力和噴射位置,確保其良好的潤滑與冷卻效果。為減少加工振動,可通過提高機床剛性,如增加機床床身的厚度、采用高強度的導軌等;優(yōu)化刀具結構,縮短刀具懸伸長度;合理調(diào)整切削參數(shù),如降低切削速度、減小進給量等方法來實現(xiàn)。同時,對于表面質量要求較高的零件,可在圓角與倒角加工后采用拋光、研磨等表面處理工藝進一步提高表面質量。例如,在光學鏡片的圓角加工后,采用精密拋光工藝,可將表面粗糙度降低到納米級,滿足光學成像的高精度要求。
加工效率低下會增加生產(chǎn)成本,影響企業(yè)的競爭力。影響加工效率的因素眾多,加工工藝不合理是其中之一。例如,在圓角與倒角加工中,如果沒有合理安排粗加工與精加工工序,將導致加工時間過長。在粗加工時,采用較小的切削深度和進給量,會使去除余量的過程變得緩慢;而在精加工時,若切削參數(shù)過于保守,也會浪費大量時間。刀具路徑規(guī)劃不佳同樣會降低加工效率,如刀具在加工過程中存在大量空行程,或者刀具路徑過于復雜,都會增加加工時間。機床性能限制也是一個重要因素,機床的主軸轉速、進給速度、功率等參數(shù)如果不能滿足加工要求,就會使加工過程變得遲緩。針對加工工藝不合理的問題,應采用科學的加工工藝方案,在粗加工階段,選擇較大的切削深度和進給量,快速去除余量;在精加工階段,根據(jù)零件的精度要求,合理調(diào)整切削參數(shù),保證加工質量。例如,在加工一個大型機械零件的圓角時,粗加工時可將切削深度設置為 2 - 3 毫米,進給量設置為 0.2 - 0.3 毫米 / 齒,精加工時切削深度調(diào)整為 0.1 - 0.2 毫米,進給量為 0.05 - 0.1 毫米 / 齒,這樣可使加工效率提高 40% 左右。對于刀具路徑規(guī)劃問題,可借助先進的 CAM 軟件進行優(yōu)化,通過軟件的智能算法,減少刀具的空行程,簡化刀具路徑,提高加工效率。如果機床性能限制了加工效率,企業(yè)可考慮對機床進行升級改造,如更換更高轉速的主軸、增加機床的功率等,或者根據(jù)實際生產(chǎn)需求,引進更先進的高速加工機床,以提高圓角與倒角的加工效率,滿足企業(yè)的生產(chǎn)發(fā)展需求。
綜上所述,圓角與倒角在精密加工領域占據(jù)著極為關鍵的地位。它們在不同行業(yè)的產(chǎn)品中都有著廣泛而深入的應用,從提升機械零件的強度與可靠性,到保障汽車的性能與安全,從優(yōu)化光電產(chǎn)品的光學性能與電磁屏蔽效果,到改善家電產(chǎn)品的使用體驗與外觀美感,再到滿足醫(yī)療設備的高精度與生物相容性要求,其重要性不言而喻。在加工工藝與技術方面,CNC 精密加工為圓角與倒角加工提供了高精度、高效率的解決方案,而合理選擇加工刀具、優(yōu)化加工參數(shù)、嚴格進行質量檢測與控制則是確保加工質量的關鍵要素。同時,針對加工過程中常見的尺寸偏差、表面質量不佳、加工效率低下等問題,也有著相應的有效解決方案。展望未來,隨著制造業(yè)智能化、自動化的發(fā)展以及新型材料與個性化定制生產(chǎn)模式的推進,圓角與倒角加工將面臨新的機遇與挑戰(zhàn),需要不斷創(chuàng)新與進步。
在這個追求卓越品質與高效生產(chǎn)的時代,選擇一家專業(yè)的精密加工企業(yè)對于確保圓角與倒角加工質量以及產(chǎn)品整體性能至關重要。東莞銳邦模型制造科技有限公司專注于 CNC 精密加工,在手板模型制造和非標零件加工服務領域擁有豐富的經(jīng)驗與卓越的實力。公司坐落于東莞模具之鄉(xiāng) - 長安,擁有 1500 平方米的現(xiàn)代化工廠車間,配備了 17 臺先進的 CNC 高速加工中心以及多臺數(shù)控車床、銑床、攻牙機等輔助設備,為高精度的圓角與倒角加工提供了堅實的硬件基礎。同時,公司擁有一批資深的技術人員,我們憑借深厚的專業(yè)知識與豐富的實踐經(jīng)驗,能夠為客戶提供最優(yōu)的加工方案,精準地處理加工過程中的各種技術難題,最大程度地控制好產(chǎn)品的質量和成本。無論是機械、汽車、光電、家電還是醫(yī)療設備等行業(yè)的圓角與倒角加工需求,東莞銳邦模型制造科技有限公司都能以優(yōu)質的產(chǎn)品、合理的價格和專業(yè)的服務,贏得客戶的一致肯定與信賴。歡迎廣大客戶前來咨詢合作,攜手共創(chuàng)精密加工領域的美好未來。